
زمان خنک کننده یک دستگاه سیلیکون یک عامل مهم است که به طور قابل توجهی بر کارآیی و کیفیت فرآیند تولید سیلیکون تأثیر می گذارد. به عنوان یک تامین کننده ماشین سیلیکون ، درک و بهینه سازی این زمان خنک کننده برای تهیه ماشین های با کارایی بالا که نیازهای تولید آنها را برآورده می کند ، ضروری است.
درک مفهوم زمان خنک کننده
زمان خنک کننده در یک دستگاه سیلیکون به دوره مورد نیاز برای محصول سیلیکون قالب دار اشاره دارد تا به دما برسد که در آن می توان بدون تغییر شکل از قالب خارج شد. این زمان بسیار مهم است زیرا اگر محصول خیلی زود بیرون بیاید ، ممکن است شکل خود را از دست بدهد و منجر به معیوب قطعات شود. از طرف دیگر ، زمان خنک کننده بیش از حد می تواند میزان تولید را کاهش داده و مصرف انرژی را افزایش دهد.
فرآیند خنک کننده شامل انتقال گرما از ماده سیلیکون داغ به محیط اطراف ، عمدتاً از طریق قالب است. انتقال حرارت از طریق هدایت ، همرفت و تابش رخ می دهد. هدایت حالت اصلی انتقال حرارت در سیلیکون و از طریق قالب است که در آن گرما از مناطق درجه حرارت بالا به مناطق درجه حرارت پایین منتقل می شود. هنگامی که یک مایع (مانند هوا یا مایع خنک کننده) وجود دارد که در اطراف قالب جاری می شود تا گرما را از بین ببرد ، همرفت بازی می شود. پرتودرمانی ، اگرچه در بیشتر موارد کمتر از اهمیت بیشتری برخوردار است ، اما همچنین به از دست دادن گرما ، به ویژه در دماهای بالا کمک می کند.
عوامل مؤثر بر زمان خنک کننده
خصوصیات ماده سیلیکون
انواع مختلف مواد سیلیکون دارای خواص حرارتی متفاوتی از جمله هدایت حرارتی ، ظرفیت گرمای خاص و چگالی هستند. سیلیکون با هدایت حرارتی بالا ، گرما را سریعتر منتقل می کند و در نتیجه زمان خنک کننده کوتاه تر می شود. به عنوان مثال ، برخی از ترکیبات سیلیکون با کارایی بالا به منظور داشتن گرمای بهتر - از بین رفتن ، مهندسی شده اند. ظرفیت گرمای خاص ، که مقدار گرمای مورد نیاز برای افزایش دمای یک توده واحد از مواد با یک درجه سانتیگراد است ، همچنین بر زمان خنک کننده تأثیر می گذارد. یک ماده با ظرفیت گرمای خاص پایین تر سریعتر خنک می شود زیرا برای رسیدن به دمای مورد نظر ، گرمای کمتری برای برداشتن نیاز دارد.
طرح قالب
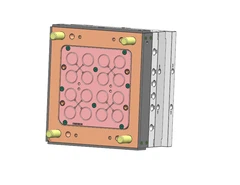
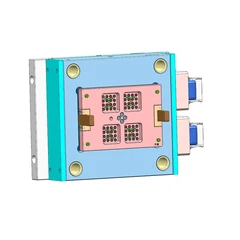
طراحی قالب تأثیر عمیقی در زمان خنک کننده دارد. ضخامت دیوارهای قالب یک عامل مهم است. دیوارهای قالب ضخیم تر می توانند به عنوان عایق عمل کنند ، روند انتقال حرارت را کند و افزایش زمان خنک کننده انجام می دهند. در مقابل ، یک قالب چاه طراحی شده با ضخامت دیواره بهینه شده می تواند انتقال حرارت کارآمد را تسهیل کند. علاوه بر این ، وجود کانال های خنک کننده در قالب ضروری است. این کانال ها به یک خنک کننده (مانند آب یا روغن) اجازه می دهند تا گردش کند و گرما را از قالب دور کند. طرح ، اندازه و فاصله این کانال های خنک کننده می تواند به میزان قابل توجهی بر میزان خنک کننده تأثیر بگذارد. به عنوان مثال ، توزیع یکنواخت کانال های خنک کننده در اطراف حفره قالب ، حتی خنک کننده را تضمین می کند ، خطر انقباض ناهموار و بهبود کیفیت محصول قالب دار را کاهش می دهد.
هندسه قسمت
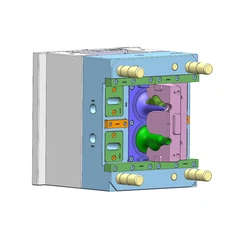
شکل و اندازه قسمت سیلیکون قالب نیز بر زمان خنک کننده تأثیر می گذارد. قطعاتی با هندسه های پیچیده ، مانند بخش هایی که دارای بخش های ضخیم یا حفره های داخلی هستند ، بیشتر طول می کشد تا خنک شود زیرا گرما باید از طریق مواد بیشتری حرکت کند و ممکن است در مناطق خاصی به دام بیفتد. به عنوان مثال ، یک قسمت سیلیکونی با یک هسته بزرگ و جامد در مقایسه با یک قسمت نازک دیواری از همان ماده ، زمان خنک کننده طولانی تری خواهد داشت. نسبت سطح - به - حجم قسمت یک پارامتر مهم است. نسبت سطح بالاتر - به - حجم امکان انتقال حرارت کارآمدتر به محیط اطراف را فراهم می کند و در نتیجه زمان خنک کننده کوتاه تر می شود.
پارامترهای پردازش
شرایط پردازش مانند دمای تزریق و دمای قالب می تواند بر زمان خنک کننده تأثیر بگذارد. دمای تزریق بالاتر به این معنی است که باید در طی فرآیند خنک کننده گرمای بیشتری از بین برود و منجر به زمان خنک کننده طولانی تر شود. به طور مشابه ، اگر دمای قالب خیلی زیاد باشد ، سرعت انتقال حرارت از سیلیکون به قالب کاهش می یابد و باعث افزایش زمان خنک کننده می شود. سرعت تزریق همچنین می تواند تأثیر بگذارد. سرعت تزریق سریعتر ممکن است منجر به تولید گرمای بیشتر به دلیل نیروهای برشی شود که به نوبه خود می تواند زمان خنک کننده را افزایش دهد.
محاسبه زمان خنک کننده
روش های مختلفی برای تخمین زمان خنک کننده یک دستگاه سیلیکون وجود دارد. یکی از متداول ترین رویکردها مبتنی بر قانون هدایت گرما فوریه است. این قانون میزان انتقال حرارت را از طریق یک ماده توصیف می کند. برای یک مشکل انتقال حرارتی ساده ، زمان خنک کننده (T) را می توان با استفاده از فرمول زیر تخمین زد:


[t = \ frac {\ rho c_p v (t_1 - t_2)} {ha (t_m - t_2)}]
جایی که (\ rho) چگالی مواد سیلیکون است ، (C_P) ظرفیت حرارتی خاص است ، (V) حجم قسمت قالب است ، (T_1) دمای اولیه سیلیکون است ، (T_2) دمای نهایی است که در آن می توان قسمت را اکتشاف کرد ، (H) ضریب انتقال حرارت بین قسمت بین SILICONE و قالب است. دمای قالب
با این حال ، در برنامه های واقعی جهانی ، فرآیند انتقال حرارت اغلب پیچیده تر است ، که شامل سه بعدی جریان حرارتی و توزیع دمای غیر یکنواخت است. در چنین مواردی ، می توان از نرم افزار شبیه سازی عددی ، مانند Moldflow یا ANSYS ، برای پیش بینی دقیق زمان خنک کننده استفاده کرد. این ابزارهای نرم افزاری تمام عوامل ذکر شده در بالا ، از جمله خصوصیات مواد ، طراحی قالب و هندسه جزئی را در نظر می گیرند تا تجزیه و تحلیل مفصلی از فرآیند خنک کننده ارائه دهند.
اهمیت بهینه سازی زمان خنک کننده
کارایی تولید
بهینه سازی زمان خنک کننده برای بهبود کارآیی تولید بسیار مهم است. با کاهش زمان خنک کننده ، زمان چرخه فرآیند قالب گیری تزریق می تواند کوتاه شود و اجازه می دهد قطعات بیشتری در یک دوره معین تولید شود. این امر به ویژه برای تولید حجم بالا بسیار مهم است ، جایی که حتی کاهش اندک در زمان خنک کننده می تواند منجر به صرفه جویی قابل توجهی در هزینه و افزایش بهره وری شود.
کیفیت محصول
خنک کننده مناسب برای اطمینان از کیفیت محصولات سیلیکون قالب ریزی شده ضروری است. خنک کننده ناهموار می تواند منجر به فشارهای داخلی ، پیچ و تاب و انقباض شود که می تواند بر دقت بعدی و خصوصیات مکانیکی قطعات تأثیر بگذارد. با بهینه سازی زمان خنک کننده و اطمینان از خنک کننده یکنواخت ، می توانیم این نقص ها را به حداقل برسانیم و محصولات سیلیکونی با کیفیت و با کیفیت را تولید کنیم که نیازهای دقیق مشتریان را برآورده می کند.
راه حل های ما به عنوان تأمین کننده ماشین سیلیکون
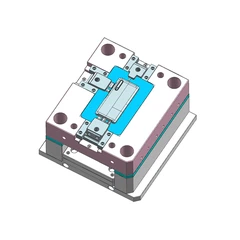
ما به عنوان یک تأمین کننده پیشرو در ماشین سیلیکون ، ما متعهد هستیم که به مشتریان خود ماشینهایی را ارائه دهیم که عملکرد خنک کننده بهینه را ارائه می دهند. مادستگاه قالب گیری تزریق افقیبا فناوری خنک کننده پیشرفته طراحی شده است. قالبهای دستگاههای ما مجهز به کانال های خنک کننده دقیقاً طراحی شده است که انتقال حرارت کارآمد را تضمین می کند. ما از مواد با کیفیت بالا برای قالب ها و سیستم خنک کننده برای افزایش دوام و عملکرد فرآیند خنک کننده استفاده می کنیم.
مادستگاه قالب گیری تزریق لاستیکی افقیبه طور خاص برای کنترل انواع مختلف مواد لاستیکی و سیلیکون مهندسی شده است. ما راه حل های سفارشی را بر اساس نیازهای خاص مشتریان ، از جمله بهینه سازی زمان خنک کننده ارائه می دهیم. تیم متخصصان ما می توانند خواص مواد ، هندسه جزئی و الزامات تولید را برای طراحی یک سیستم خنک کننده تجزیه و تحلیل کنند که کوتاهترین زمان خنک کننده ممکن را بدون به خطر انداختن کیفیت محصول فراهم می کند.
دردستگاه قالب گیری تزریق افقی LSRدر خط تولید ما نمونه دیگری از تعهد ما به نوآوری است. این سیستم دارای یک سیستم خنک کننده هنری است که می تواند دقیقاً برای دستیابی به زمان خنک کننده مورد نظر کنترل شود. ما همچنین آموزش و پشتیبانی فنی را به مشتریان خود ارائه می دهیم تا به آنها در درک و بهینه سازی روند خنک کننده ماشین های خود کمک کنیم.
پایان
زمان خنک کننده یک دستگاه سیلیکون یک جنبه پیچیده اما مهم فرآیند تولید سیلیکون است. تحت تأثیر عوامل مختلفی از جمله خصوصیات مواد ، طراحی قالب ، هندسه بخشی و پارامترهای فرآیند قرار دارد. با درک این عوامل و استفاده از روشهای مناسب برای محاسبه و بهینه سازی زمان خنک کننده ، می توانیم راندمان تولید و کیفیت محصول را بهبود بخشیم. ما به عنوان یک تأمین کننده ماشین سیلیکون ، ما به ارائه ماشین های با کارایی بالا که راه حل های خنک کننده بهینه ارائه می دهند ، به مشتریان خود در اختیار مشتریان خود قرار می دهیم. اگر به محصولات ما علاقه مند هستید و دوست دارید در مورد الزامات خاص خود بحث کنید ، لطفاً برای مذاکره دقیق مشاوره و تهیه ، با ما تماس بگیرید.
منابع
- Campbell ، FC (2008). مهندسی و فناوری تولید. سالن پیرسون پرنتیس.
- Rosato ، DV ، & Rosato ، DP (2000). دفترچه راهنمای قالب تزریق. ناشران دانشگاهی Kluwer.
- تاج و تخت ، JL (1996). مهندسی فرآیند پلاستیک. ناشران هانسر.